
ທໍາອິດ, ເລືອກອຸປະກອນຄວາມຮ້ອນທີ່ຖືກຕ້ອງ
ການຖອດພລາສຕິກທີ່ສ້ອມແຊມໃສ່ສະກູດ້ວຍໄຟ ຫຼື ລີດແມ່ນວິທີທົ່ວໄປ ແລະ ມີປະສິດທິພາບທີ່ສຸດສໍາລັບຫົວຫນ່ວຍປະມວນຜົນພລາສຕິກ, ແຕ່ບໍ່ຄວນໃຊ້ແປວໄຟ acetylene ເພື່ອເຮັດຄວາມສະອາດສະກູ.
ວິທີການທີ່ຖືກຕ້ອງແລະມີປະສິດທິພາບ: ໃຊ້ blowtorch ທັນທີຫຼັງຈາກທີ່ screw ຖືກນໍາໃຊ້ສໍາລັບການທໍາຄວາມສະອາດ.ເນື່ອງຈາກວ່າສະກູມີຄວາມຮ້ອນໃນລະຫວ່າງການປຸງແຕ່ງ, ການແຜ່ກະຈາຍຄວາມຮ້ອນຂອງສະກູຍັງເປັນເອກະພາບ.

ອັນທີສອງ, ເລືອກຕົວແທນທໍາຄວາມສະອາດທີ່ເຫມາະສົມ
ມີຫຼາຍຊະນິດຂອງເຄື່ອງເຮັດຄວາມສະອາດ screw (ອຸປະກອນການທໍາຄວາມສະອາດ screw) ໃນຕະຫຼາດ, ສ່ວນຫຼາຍແມ່ນລາຄາແພງແລະມີຜົນກະທົບທີ່ແຕກຕ່າງກັນ.ບໍລິສັດປຸງແຕ່ງພາດສະຕິກສາມາດນໍາໃຊ້ຢາງທີ່ແຕກຕ່າງກັນເພື່ອເຮັດໃຫ້ວັດສະດຸທໍາຄວາມສະອາດສະກູຕາມເງື່ອນໄຂການຜະລິດຂອງຕົນເອງ.
ອັນທີສາມ, ເລືອກວິທີການທໍາຄວາມສະອາດທີ່ຖືກຕ້ອງ
ຂັ້ນຕອນທໍາອິດໃນການເຮັດຄວາມສະອາດ screw ແມ່ນເພື່ອປິດຊ່ອງໃສ່ອາຫານ, ນັ້ນແມ່ນ, ປິດຊ່ອງໃສ່ອາຫານຢູ່ດ້ານລຸ່ມຂອງ hopper;ຫຼັງຈາກນັ້ນ, ຫຼຸດຜ່ອນຄວາມໄວຂອງ screw ເປັນ 15-25r / ນາທີແລະຮັກສາຄວາມໄວນີ້ຈົນກ່ວາການໄຫຼ melt ຢູ່ດ້ານຫນ້າຂອງຕາຍຢຸດເຊົາການໄຫຼ.ອຸນຫະພູມຂອງເຂດຄວາມຮ້ອນທັງຫມົດຂອງຖັງຄວນຈະຖືກຕັ້ງໄວ້ທີ່ 200 ° C.ທັນທີທີ່ຖັງນໍ້າຮອດອຸນຫະພູມນີ້, ການທໍາຄວາມສະອາດເລີ່ມຕົ້ນ.
ອີງຕາມຂະບວນການ extrusion (ການເສຍຊີວິດອາດຈະຈໍາເປັນຕ້ອງໄດ້ໂຍກຍ້າຍອອກເພື່ອຫຼຸດຜ່ອນຄວາມສ່ຽງຂອງຄວາມກົດດັນຫຼາຍເກີນໄປຢູ່ດ້ານຫນ້າຂອງ extruder), ການທໍາຄວາມສະອາດຕ້ອງເຮັດໂດຍຄົນດຽວ: ຜູ້ປະຕິບັດງານສັງເກດເຫັນຄວາມໄວຂອງ screw ແລະແຮງບິດຈາກແຜງຄວບຄຸມ, ໃນຂະນະທີ່ສັງເກດເບິ່ງຄວາມກົດດັນ extrusion ເພື່ອຮັບປະກັນວ່າຄວາມກົດດັນຂອງລະບົບບໍ່ສູງເກີນໄປ.ໃນລະຫວ່າງການຂະບວນການທັງຫມົດ, ຄວາມໄວ screw ຄວນໄດ້ຮັບການເກັບຮັກສາໄວ້ພາຍໃນ 20r / ນາທີ.ໃນຄໍາຮ້ອງສະຫມັກທີ່ມີຄວາມກົດດັນຕ່ໍາຕາຍ, ຢ່າເອົາຕາຍເພື່ອທໍາຄວາມສະອາດໃນສະຖານທີ່ທໍາອິດ.ໃນເວລາທີ່ການ extrusion ໄດ້ຖືກປ່ຽນຢ່າງສົມບູນຈາກ resin ປຸງແຕ່ງເປັນ resin ທໍາຄວາມສະອາດ, ຕາຍໄດ້ຖືກຢຸດແລະເອົາອອກ, ແລະຫຼັງຈາກນັ້ນ screw ແມ່ນ restarted (ພາຍໃນ 10r / min) ເພື່ອໃຫ້ນ້ໍາຢາງທໍາຄວາມສະອາດທີ່ຕົກຄ້າງໄຫຼອອກ.

ສີ່, ເລືອກເຄື່ອງມືທໍາຄວາມສະອາດທີ່ເຫມາະສົມ
ເຄື່ອງມືທີ່ເຫມາະສົມແລະອຸປະກອນການທໍາຄວາມສະອາດຄວນປະກອບມີ: ຖົງມືທີ່ທົນທານຕໍ່ຄວາມຮ້ອນ, ແວ່ນຕາ, ເຄື່ອງຂູດທອງແດງ, ແປງທອງແດງ, ຕາຫນ່າງສາຍທອງແດງ, ອາຊິດ stearic, ເຈາະໄຟຟ້າ, ໄມ້ບັນທັດຖັງ, ຜ້າຝ້າຍ.
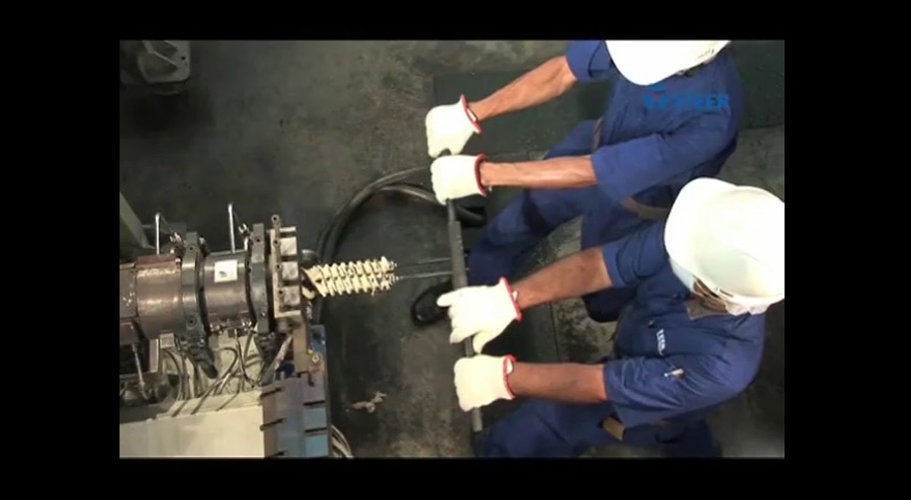
ເມື່ອຢາງທໍາຄວາມສະອາດຢຸດເຊົາການ extruding, screw ສາມາດຖອນອອກຈາກອຸປະກອນ.ສໍາລັບສະກູທີ່ມີລະບົບເຮັດຄວາມເຢັນ, ເອົາສາຍທໍ່ທໍ່ແລະການເຊື່ອມຕໍ່ swivel ກ່ອນທີ່ຈະເລີ່ມຕົ້ນອຸປະກອນການສະກັດ screw, ເຊິ່ງອາດຈະຕິດກັບກ່ອງເກຍ.ໃຊ້ອຸປະກອນສະກັດສະກູເພື່ອຍູ້ screw ໄປຂ້າງຫນ້າ, exposing ຕໍາແຫນ່ງຂອງ 4-5 screws ສໍາລັບການທໍາຄວາມສະອາດ.
ຢາງທໍາຄວາມສະອາດຢູ່ໃນສະກູສາມາດເຮັດຄວາມສະອາດດ້ວຍເຄື່ອງຂູດທອງແດງແລະແປງທອງແດງ.ຫຼັງຈາກການເຮັດຄວາມສະອາດຢາງໃນສະກູທີ່ເປີດເຜີຍໄດ້ຖືກອະນາໄມ, ອຸປະກອນຈະຖືກຍູ້ໄປຂ້າງຫນ້າ 4-5 screws ໂດຍໃຊ້ອຸປະກອນສະກັດ screw ແລະສືບຕໍ່ທໍາຄວາມສະອາດ.ອັນນີ້ຖືກເຮັດຊ້ຳໆ ແລະໃນທີ່ສຸດສະກູສ່ວນໃຫຍ່ຖືກຍູ້ອອກຈາກຖັງ.
ເມື່ອນໍ້າຢາງອະນາໄມສ່ວນໃຫຍ່ຖືກເອົາອອກແລ້ວ, ຈົ່ງສີດສະເຕອາລິກໃສ່ສະກູ;ຫຼັງຈາກນັ້ນ, ໃຊ້ຕາຫນ່າງສາຍທອງແດງເພື່ອເອົາສິ່ງເສດເຫຼືອທີ່ເຫຼືອ, ແລະຫຼັງຈາກສະກູທັງຫມົດຖືກຂັດດ້ວຍຕາຫນ່າງສາຍທອງແດງ, ໃຊ້ຜ້າຝ້າຍສໍາລັບການເຊັດສຸດທ້າຍ.ຖ້າ screw ຕ້ອງໄດ້ຮັບການປະຫຍັດ, ຊັ້ນຂອງ grease ຄວນຖືກນໍາໃຊ້ກັບຫນ້າດິນເພື່ອປ້ອງກັນ rust.

ການເຮັດຄວາມສະອາດຖັງແມ່ນງ່າຍກວ່າການເຮັດຄວາມສະອາດສະກູ, ແຕ່ມັນກໍ່ມີຄວາມສໍາຄັນຫຼາຍ.
1. ໃນເວລາທີ່ການກະກຽມເພື່ອທໍາຄວາມສະອາດຖັງໄດ້, ອຸນຫະພູມຖັງຍັງໄດ້ຖືກຕັ້ງໄວ້ທີ່ 200 ° C;
2. screw ແປງເຫຼັກມົນກັບທໍ່ເຈາະແລະເຈາະໄຟຟ້າເຂົ້າໄປໃນເຄື່ອງມືທໍາຄວາມສະອາດ, ແລະຫຼັງຈາກນັ້ນຫໍ່ແປງເຫຼັກດ້ວຍຕາຫນ່າງສາຍທອງແດງ;
3. ກ່ອນທີ່ຈະໃສ່ເຄື່ອງມືທໍາຄວາມສະອາດເຂົ້າໄປໃນຖັງ, ຈົ່ງສີດອາຊິດ stearic ເຂົ້າໄປໃນຖັງ, ຫຼືຂັດກົດ stearic ໃສ່ຕາຫນ່າງສາຍທອງແດງຂອງເຄື່ອງມືທໍາຄວາມສະອາດ;
4. ຫຼັງຈາກຕາຫນ່າງສາຍທອງແດງເຂົ້າໄປໃນຖັງ, ເລີ່ມຕົ້ນການເຈາະໄຟຟ້າເພື່ອ rotate ມັນ, ແລະປອມເຮັດໃຫ້ມັນຍ້າຍອອກໄປແລະດັງນີ້ຕໍ່ໄປຈົນກ່ວາການເຄື່ອນໄຫວໄປຂ້າງຫນ້າແລະຖອຍຫລັງນີ້ຈະກາຍເປັນບໍ່ມີການຕໍ່ຕ້ານ;
5. ຫຼັງຈາກຕາຫນ່າງສາຍທອງແດງອອກຈາກຖັງແລ້ວ, ໃຫ້ໃຊ້ຜ້າຝ້າຍເຊັດໄປມາໃນຖັງເພື່ອເອົາຢາງອະນາໄມ ຫຼືກົດໄຂມັນທີ່ຕົກຄ້າງອອກ;ຫຼັງຈາກການເຊັດຫຼັງຫຼາຍຄັ້ງ, ການທໍາຄວາມສະອາດຂອງຖັງໄດ້ສໍາເລັດ.ສະກູແລະຖັງທີ່ເຮັດຄວາມສະອາດຢ່າງລະອຽດແມ່ນກຽມພ້ອມສໍາລັບການຜະລິດຕໍ່ໄປ!

ເວລາປະກາດ: 16-03-2023